Tanks Inspections Techniques (I)
By: Eng. Jesus Eduardo Contreras
The inspection of storage tanks in accordance with the American API standards are vital to avoid not only catastrophic failures but also problems related to their mechanical integrity affected mainly by corrosion on floors, walls, and ceilings.
In this article we want to show very quickly and graphically the different elements / techniques / equipment for carrying out inspections according to API-653 and with IN
SERVICE condition of the tank (in this link you can find information on equipment for conducting operational inspections for storage tanks)
External inspection of the tank:
Although the external inspection includes several stages, one of them the visual inspection of the entire tank shell, and therefore of all its external elements, here we will focus on the thickness measurement inspection by Ultrasound of the walls and more specifically we will describe the equipment that carry out this activity as efficiently as possible.
Today, one of the references in almost all inspection companies for thickness measurement in tank walls is the UT CRAWLER.

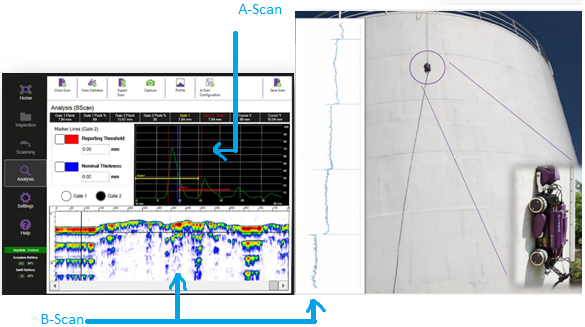
It is usually designed to perform cost-effective UT thickness measurements on above-ground ferromagnetic structures without the need for scaffolding or rope access. UT crawlers can operate automatically or manually. They are used to perform line scans on the tank shell surface or scan specific areas including the roof (involving more sophisticated XY scanners). In most cases, the shell of tanks is divided into 8, 16, or more equal sections as specified by the inspection regulation. B-scan UT data is recorded for each section from bottom to top, showing the condition along each course. The speed of the UT crawler and the data acquisition rate play a great role in the efficiency of tank wall surface inspections. Some crawlers can travel and inspect at up to 180 mm/s (7 in/s) with a dry-coupled wheel probe, which eliminates the need for the complex water supply system usually necessary in UT inspections.
Inspection benefits
Ultra-fast tank inspection for EEMUA 159, API 653 and others
Typical inspection of a medium size tank in 4 Hours
- Typical inspection time of 15 min per scanline with CAL/SETUP/INSPECTION
- 16 Inspection scanlines
- No water
- Scan going up and scan coming down (DOUBLE PRODUCTIVITY)
- No confined space entry / NO scaffolding / Safe
Not a spot check
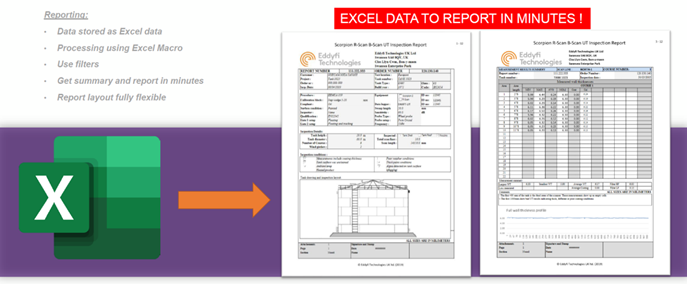
And EXCEL data report in minutes!
Following with the inspections that we can do externally, there is one in which special interest should be paid, due to the potential catastrophic failure that can lead to!
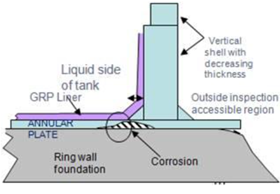
The annular plate region of above ground storage tanks is critical to its integrity since it has the highest mechanical stress. At the same time, sagging of the tank can open it seal and expose the underside to air and water to start corrosion. If left unchecked, the tank may catastrophically fail, releasing its content in a short time.
Challenges in Storage Tank Annular Plate:
- Annular plate region is prone to accelerated corrosion due to the additional stresses caused by the weight of the tank wall and higher possibility of water entrapment under the annular plate. Thus, conventional inspection techniques fall short in capturing desired data.
- Repairs in this region demand replacement of the entire annular plate and this leads to long shutdown of the tank, and often lead to failures without prior indications.
- Shutdown for carrying an inspection leads to time loss in emptying & refilling of tank and considerable amount of revenue losses to asset owners.
So how are we to inspect storage tank annular plate without a shut down?
Two ways! The first one:
Pulsed eddy currents (PEC) are perfectly suited to tackle this challenge. PEC is an advanced electromagnetic inspection technology used to detect wall loss such as corrosion and tank thinning in ferrous materials.
A flat PEC probe is inserted underneath the tank floor for in-service inspection. Such inspection is of great value, as it can help to extend the intervals between out-of-service inspection.
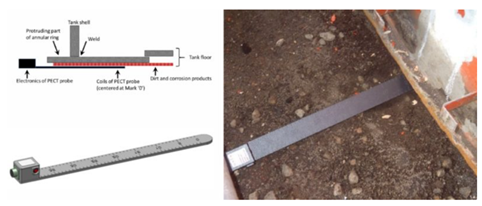
The tank floor probe is specifically designed for this type of inspection. With its super-thin 4.8 mm (0.2 in) titanium blade, and liftoff tolerance up to 13 mm (0.5 in), the probe can slide up to 400 mm (16 in) under a tank floor’s edge, enabling it to assess the remaining wall thickness of this critical region exposed to corrosion.
The probe also has built-in remote controls and status LEDs, which allows one operator to perform the inspection. Furthermore, the tank floor probe’s underside is magnetically shielded, maximizing sensitivity for optimal component analysis and protection against signal distortion from potential ferromagnetic structures. Finally, the probe’s titanium blade is designed to withstand the harshest field conditions.
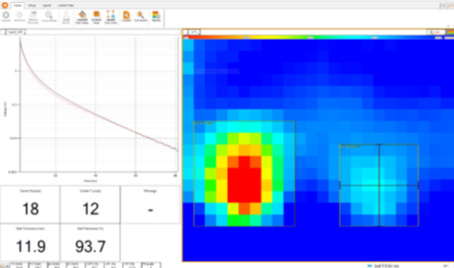
Intuitive, quantitative data—A and C-scan imaging, as well as other tools included in the software enable quantifying wall loss.
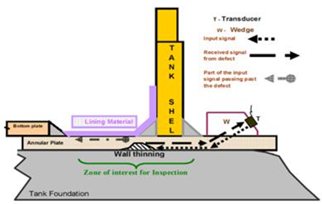
The second method! Short Range Guided Wave (SRGW):
The technique was created for the detection, imaging, and evaluation of pitting corrosion damages in the fillet weld area up to 100mm (4inch) inside the above ground storage tanks. This in-service inspection is performed from outside of the tank with use of PA probe situated on the external lip of the annular ring plate and doesn’t require emptying of the tank so it may be performed at any moment when necessary.

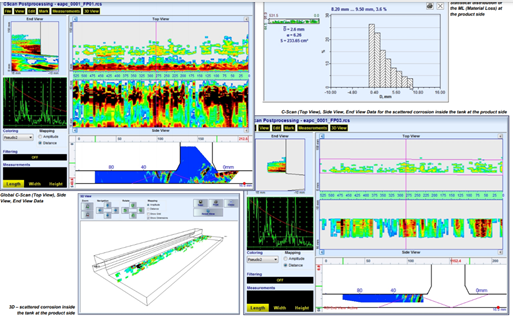
The most impressive of this technique is how it shows the results!
The comprehensive post-processing including:
- Recovery and evaluation of captured A-Scans from the recorded cross-sectional views (sector scan) and C-scan
- Recovery of cross-sectional views from the recorded C-Scans
- Converting recorded C-Scan or their segments into 3D images
- Defect sizing including the quantitative evaluation of the thickness loss
- Creation of defect list and storing it into a separate file
- Automatic creating of inspection reports – hard copy / PDF file
Do not miss the next article about internal inspection in tanks: Detecting floor corrosion in storage tanks!
If you want to learn more about these and other techniques, please contact us!

