DMA for Cladding and Dissimilar Welding Materials
By: Eng. Jesus Eduardo Contreras
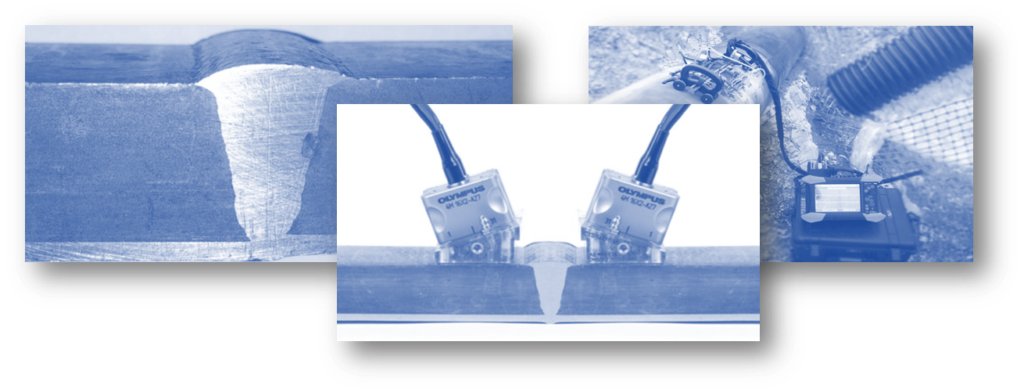
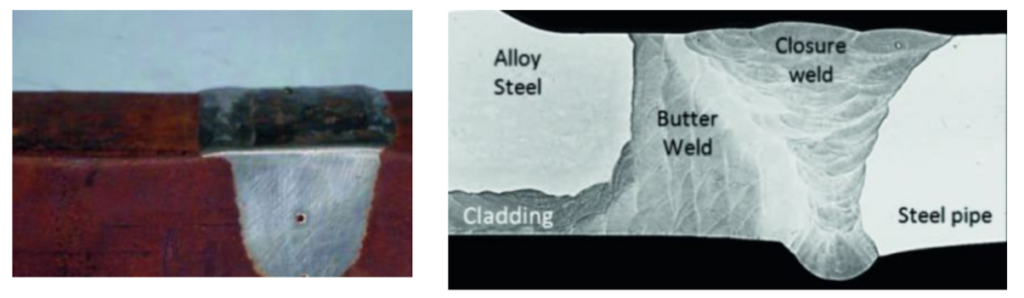
Many industries increasingly use austenitic welds and welds containing dissimilar weld materials (Figure 1). These welds can be used to create components with improved or tailor-engineered properties.
The austenitic and nickel-based metal alloys used for welding, as well as other coarse-grained anisotropic materials, affect the propagation of ultrasound. This results in beam distortion or scattering, mode conversions, and significantly increased attenuation resulting in a poor signal-to-noise ratio (SNR), compared to shear wave inspections on low-alloy carbon steels.
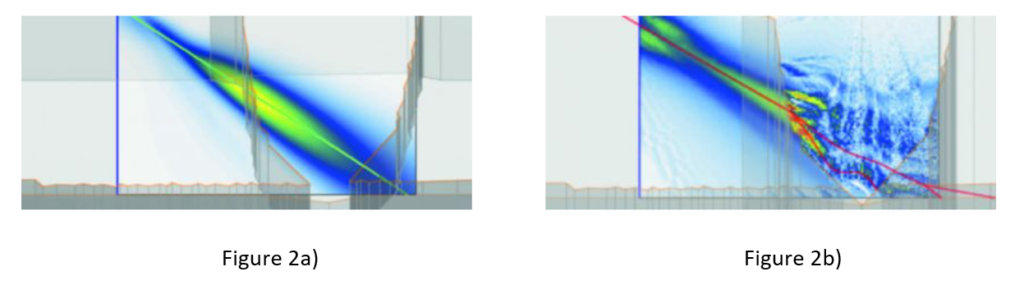
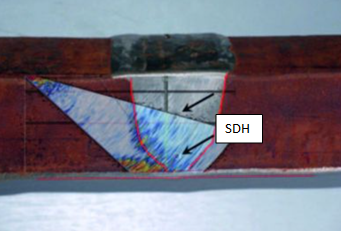
As you can see a weld containing a similar weld material (2a) versus a dissimilar weld material (2b). At the interface, skewing and attenuation of the UT beam occurs when using shear waves. Under these circumstances, it is possible NOT detect defects, even drilled holes as shown in figure 3
Attenuation
In a dissimilar-material weld, each material has its own attenuation factor and can be inhomogeneous and attenuative. This means that at different angles and at different depths the attenuation will vary along the sound path.
Optimizing the inspection of these types of welds involves considering the same variables as conventional carbon steel welds. However, these steps (A-D) must be reviewed in detail to ensure adequate detection of indications. The most important steps are:
Scan planning, that include:
- Propagation mode – longitudinal vs. shear waves
- Transmit-receive longitudinal (TRL) technique
- Ensuring full coverage of the weld
- Electronic focusing and probe selection
- Instrument capabilities
Let us see 2 of them in this article: Propagation mode and TRL technique
Propagation Mode – (Longitudinal vs. Shear Waves)
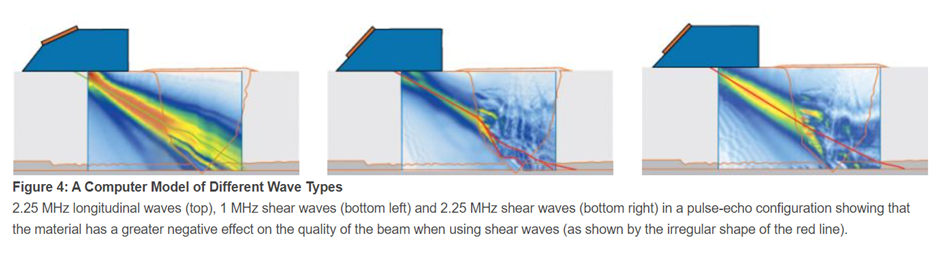
One of the main considerations when inspecting challenging welds is selecting the wave type for the inspection. When scanning a weld, longitudinal waves show a better transmission of the energy of the UT beam than shear waves. Modelling the effect of the propagation mode on the UT beam (figure 4) shows that the beam undergoes a higher degree of skewing when shear waves are used. Therefore, despite potential interference from reflected shear waves, longitudinal waves are recommended for inspection of dissimilar weld materials.
Reducing Noise with the Transmit-Receive Longitudinal (TRL) Technique
Due to the high noise levels generated in these challenging components, a one-transducer approach (also known as the pulse-echo technique) is not optimal and so the TRL technique (with two transducers) is recommended.
In the TRL technique, also known as a pitch-catch technique, the transmitter and receiver transducers are different so that the collected signals only originate from the area where the two beams cross each other. Moreover, thanks to a separated pulser and receiver, the wedge size can be reduced – no dampening material is required, and the probe can get closer to the weld, providing higher sensitivity.
When this two-transducer approach is carried out using longitudinal waves, low interference is combined with better penetration compared to shear waves. This combination results in receiving a signal with a lower noise level (figure 5).
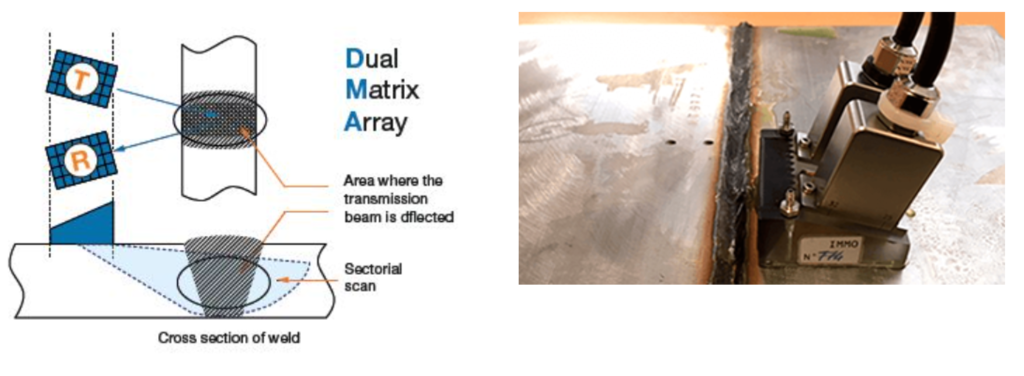
It typically does it by using dual 2D matrix arrays on exchangeable wedge assemblies, which can be contoured to match the component of the surface being inspected. 2D matrix array technology gives you the power to optimize the focus and steering of the acoustic beam. This, combined with the simultaneous variation of skew angles and refracted angles, improves the overall detection capabilities of both planar and volumetric flaws.
More variables are necessary to complete a successful Plan Scan to inspect metal dissimilar welding, rest of them, will be explaining in the next articles!
Do not miss our article about Dual Matrix Array (DMA)! If you want to learn more about these and other techniques, please contact us!

