Tanks Inspections Techniques (II)
By: Eng. Jesus Eduardo Contreras
The inspection of storage tanks in accordance with the American API standards are vital to avoid not only catastrophic failures but also problems related to their mechanical integrity affected mainly by corrosion on floors, walls, and ceilings.
In this article we want to show very quickly and graphically the different elements / techniques / equipment for carrying out inspections according to API-653 and with IN OUT SERVICE condition of the tank (in this link you can find information on equipment for conducting operational inspections for storage tanks)
Internal inspection of the tank (Floors inspection):
The magnetic flux leakage (MFL) is a technique extensively used for the non-destructive testing (NDT) of large steel structures such as aboveground storage tank (ASTs). MFL has a proven track record spanning over decades and is considered an effective, robust, and reliable approach. MFL essay is oriented to inspect AST floors due to its ability to cover vast areas quickly. These areas can be hundreds of m2, requiring the MFL tool to find and ideally determine the size of any material loss with diameters in mm’s
This article will cover: technique’s principles, benefits/limitations and others tips related with this effective tool widely used by many inspection companies.
Principle
The basic principle of inspecting a ferrous specimen with MFL is to suitably saturate the local area of interest with a magnetic field.
Near the defect or flaw, the reluctance to the induced magnetic field increases and if high enough, the magnetic field will diverge around the absence of material. This field can circumvent the defect within the surrounding material and “leak” outside it confides.
The amount of leaking magnetic field can be measured by suitably placed magnetic sensors which are normally located near the surface.
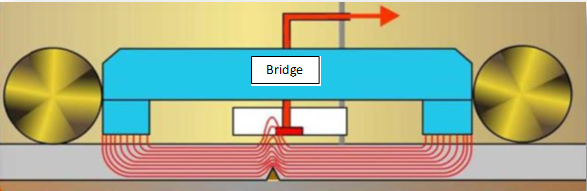
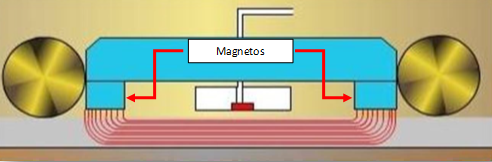
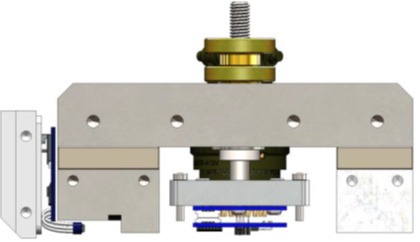
The magnetic circuit is generated with the yoke arrangement shown in the Figures. And comprises two magnets, a bridge, and two pole pieces. The magnetic yoke is situated near the inspection surface at a height of approximately 4 mm. Traditionally, the lateral position of the magnetic sensors to capture the MFL’s situated at an equidistant position between the two poles. The height of the MFL sensors from the surface of the specimen can be used to amplify the MFL signal when in closer proximity to the surface.
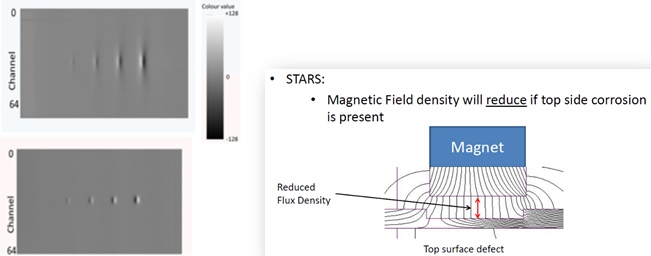
Discrimination top-bottom defects (STARS technology)
STARS (Surface Topology Air Gap Reluctance Sensors) is patented technology (EddyFi Technologies courtesy). STARS data is collected alongside MFL data during an inspection and used by the SIMS software to automatically discriminate between soil side and product side corrosion.
STARS improve MFL sizing accuracy. The amplitude of an MFL signal from a top-side defect is different from the bottom side; STARS in combination with MFL helps reduce this ambiguity
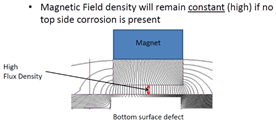
STARS works on the principle of air-gap reluctance. When scanning over areas with no product side corrosion, the gap will remain mostly constant. The magnetic flux lines will travel vertically, taking the path of least reluctance between the pole and plate surface. They travel parallel to the STARS sensor, do not intersect it, and there is no response from STARS.
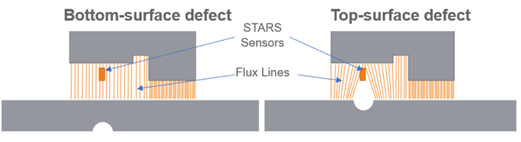
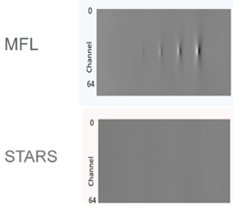
This is illustrated in the images on the left. We see a strong response from the MFL sensors, but no response from the STARS sensors. Floormap decision = corrosion is bottom side.
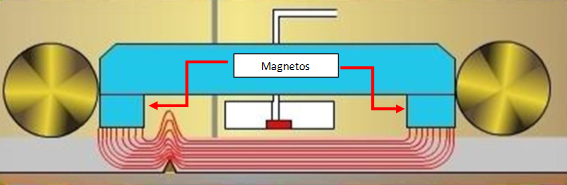
A difference in air-gap, caused by product-side corrosion changes the reluctance of the magnetic path. The magnetic field lines take the shortest path, the path of least reluctance, and angle away from vertical towards the edges of the defect, intersecting the STARS sensor.
This causes a STARS response as illustrated in the images on the right. We see a strong response from the MFL sensors, and we also see a strong response from STARS sensors. Floormap decision = corrosion is top side. Sound complicated? It really is not.
Benefits using MFL/STARS technologies combine:
- Better discrimination defect, top/bottom
- STARS improve MFL sizing accuracy. The amplitude of an MFL signal from a top-side defect is different from the bottom side; STARS in combination with MFL helps reduce this ambiguity
- Now the Estimate Percentage Loss material is improving detecting defect size around 2 – 3 mm with 10% EPL
- The most recent improvements in the MFL/STARS technologies do of these techniques one of the most important tools to inspect floor in the world.
Do not miss the next article about our NDT experiences!
If you want to learn more about these and other techniques, please contact us!

