When talking about this topic, we must consider at least 3 important aspects:
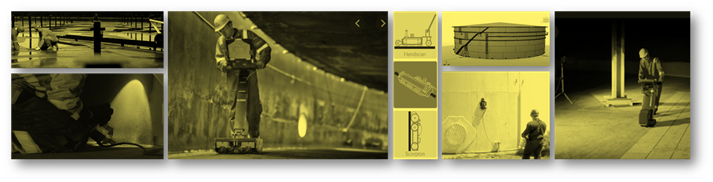
i) Welding, which is already an extensive topic, but here we can define very briefly that it is a process that leads to the union of two or more materials together, in such a way that they remain as a single piece. For the purposes of this article, we are talking about metallic materials.
There are many welding processes (At SOLDOZA we are experts in everything related to welding, see references), in other articles we will describe the welding processes in detail.
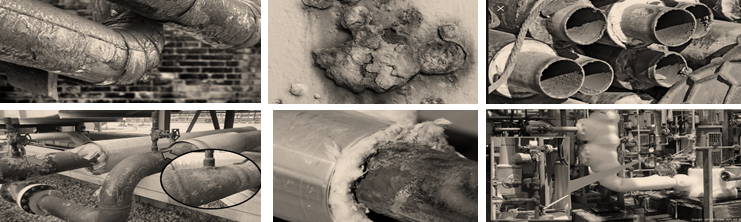
ii) The defects present in the weld,
as in the previous point, we will detail these defects in other related articles (see references). And the…
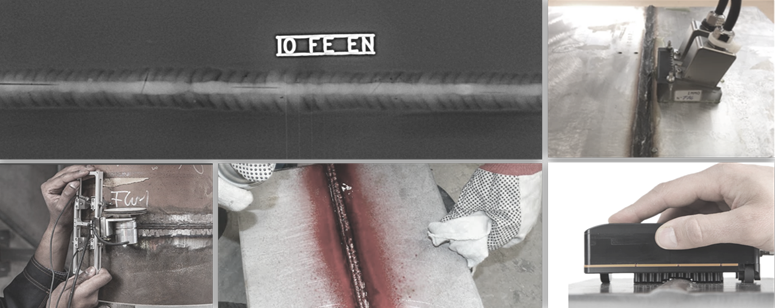
iii) Non-Destructive Testing including:
…techniques both surface detection and volumetric inspection. Each technique has its own advantages and limitations, but in most cases, they can be complementary and combined to provide operators with the most comprehensive data. Thanks to the continued advances in NDT technology enables improved detection of defects and sizing.